electrical engineering
Mohammad Shahri Farimanielectrical engineering
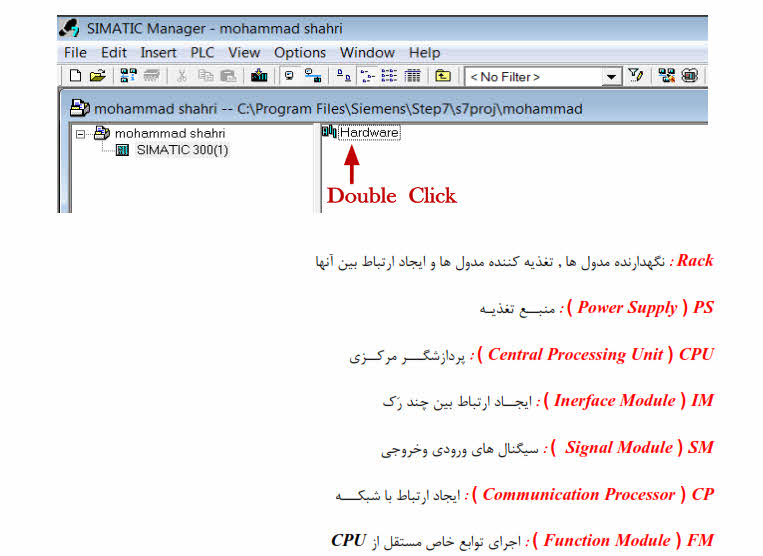
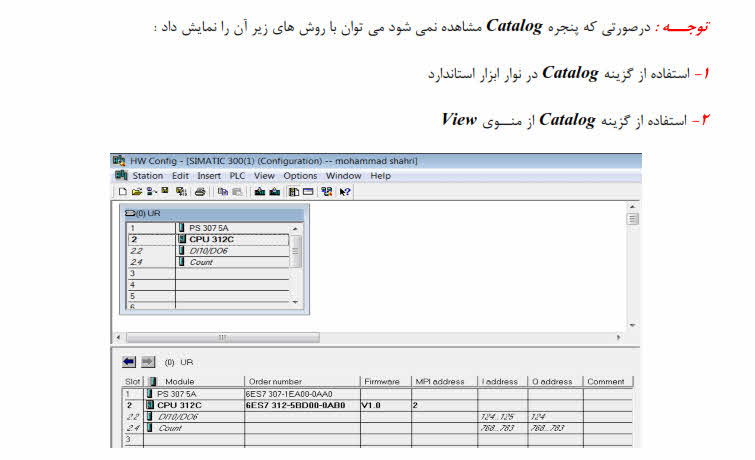
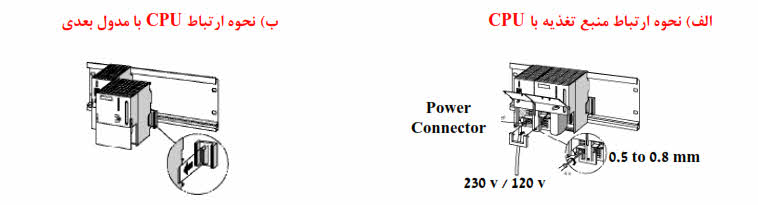
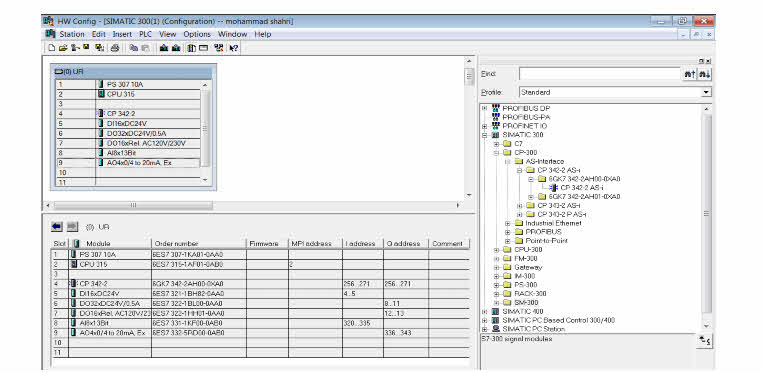
Mohammad Shahri FarimaniSimatic Manager , HW Config و فیلم آموزش پیکربندی سخت افزار( HW Config ) درمحیط Simatic Manager
توجه : فیلم آموزشی پیکربندی سخت افزار ( HW Config ) را در محیط نرم افزار Simatic Manager ، مشاهده می فرمایید ، انشالله درآینده ، نحوه ورود به نرم افزار Simatic Manager به روش Wizard را نیز خواهیم گفت و با محیط برنامه نویسی PLC های سری S7 - 300 و نرم افزار Simatic Manager ، بیشتر آشنا خواهید شد و دستورات برنامه نویسی را یاد خواهید گرفت .
فیلم آموزشی پیکربندی سخت افزار PLC های سری S7 - 300 در محیط نرم افزار Simatic Manager :

توجـه : تمامی مطالبی که در زیر مشاهده می کنید ، برگرفته از فصل ششم کتاب کارور PLC نوشته مهندس محمد شهری فریمانی ، می باشد .
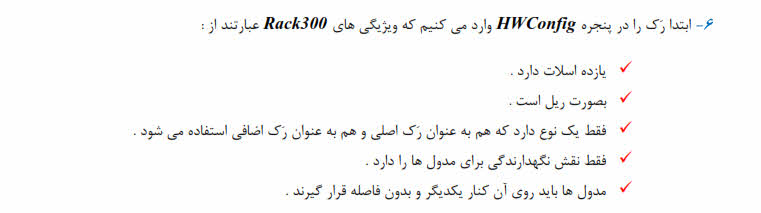

شناخت PLC های سری S7 - 300 - فیلمهای آموزشی کوتاه PLC , S7-300
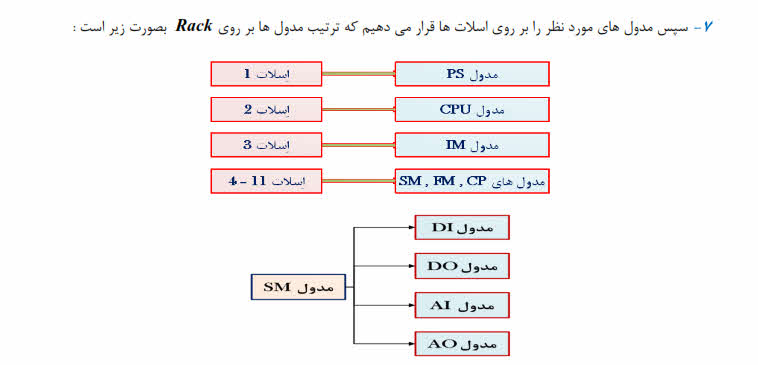
توجه : تمامی مطالب زیر ، برگرفته از فصل ششم کتاب کارور PLC ، نوشته مهندس محمد شهری فریمانی ، میباشد.






فیلم آموزشی کوتاه : ماژول POWER SUPPLY
فیلم آموزشی کوتاه : PLC و ماژول CPU , S7 - 300
فیلم آموزشی کوتاه : PLC و Types of signal Module
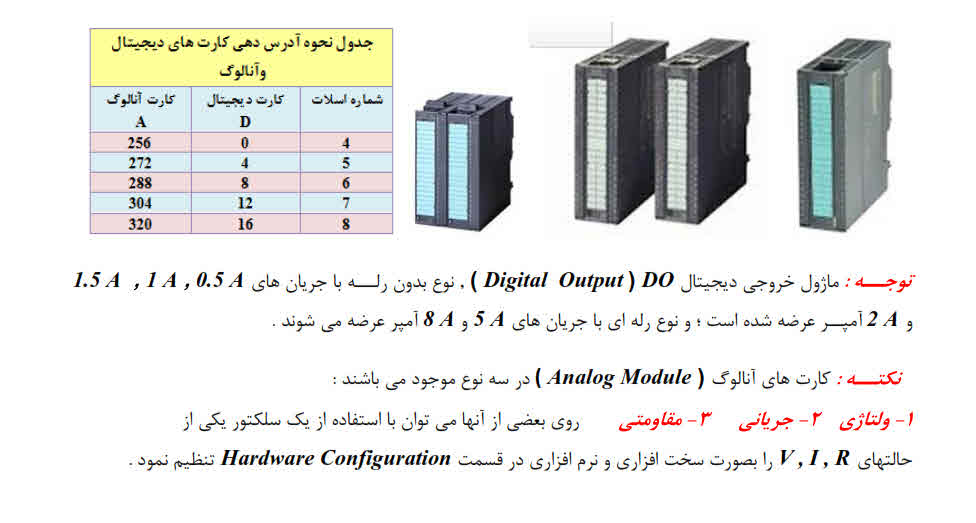
فیلم آموزشی کوتاه : PLC و INPUT / OUTPUT Digital Modules
فیلم آموزشی کوتاه : PLC و IM Module
فیلم آموزشی کوتاه : PLC و Sensors , positive & negative signal Edge
فیلم آموزشی کوتاه : PLC و Add a Rack & Power Supply
شناخت مفاهیم اولیه PLC - فیلمهای آموزشی کوتاه PLC
توجه : تمامی مطالب این قسمت ، برگرفته از فصل پنجم کتاب کارور PLC نوشته مهندس محمد شهری فریمانی ، میباشد .




فیلم آموزشی کوتاه : PLC & Electromotor
فیلم آموزشی کوتاه : PLC و پورتهای CPU
اتوماسیون صنعتی - فیلمهای آموزشی کوتاه کاربرد اتوماسیون در صنعت
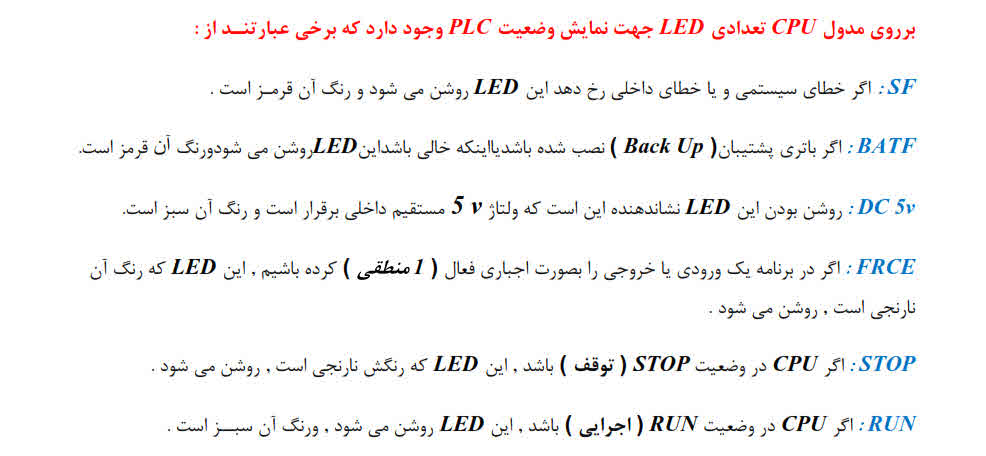
PLC:
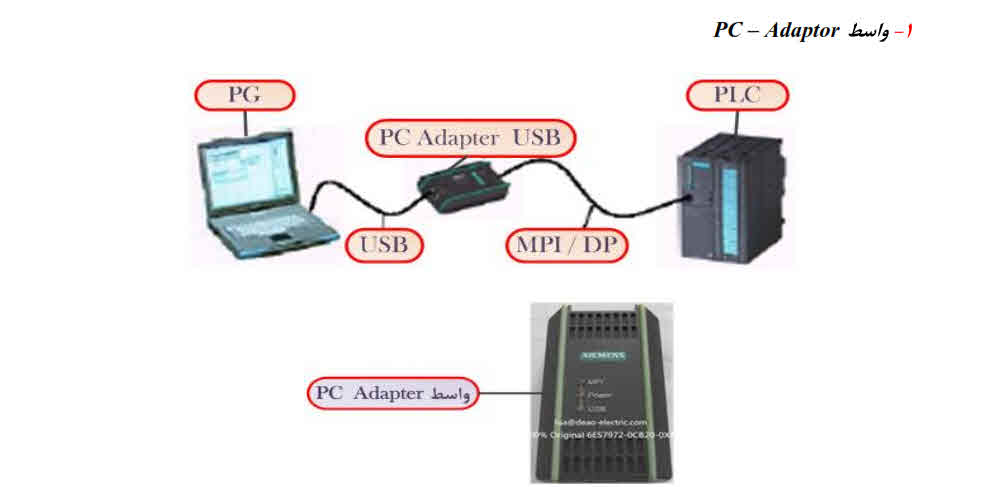
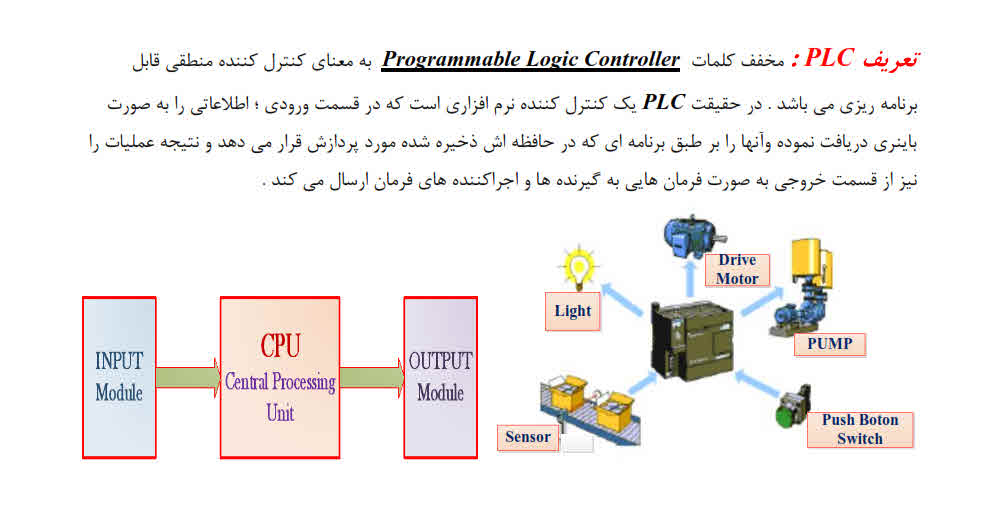
PLC مُخفف Programmable logic controller به معنی کنترل کننده منطقی قابل برنامهریزی ، می باشد، که برنامه نوشته شده توسط کامپیوتر را از کامپیوتر به کنتاکتورها یا رله ها ، توسط مدار رابط یا اینترفیس انتقال می دهد و طبق برنامه ذکر شده دستگاه ها را راه اندازی و کنترل می نمایید ، از PLC می توان در انواع دستگاه ها و کارخانه ها استفاده کرد و مثلاً برای اتوماسیون خطوط تولید کار خانه ها، ایجاد فرآیند اتوماتیک و پیچیده در دستگاههای مختلف صنعتی و همچنین طراحی BMS می توان از PLC استفاده نمود.
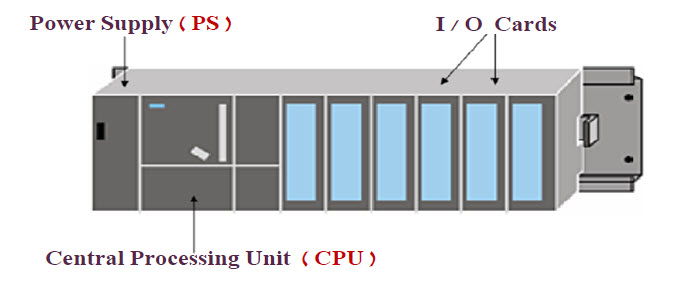
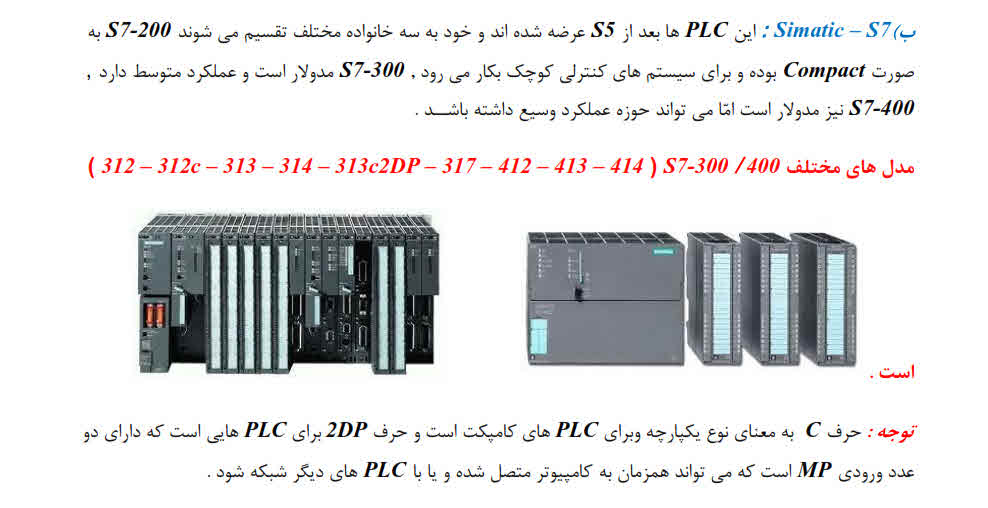
شکل زیر PLC STEP7 -300 و ماژول های آن ا ز شرکت SIEMENS میباشد :

شکل زیر رله هوشمند و ! PLC LOGO از شرکت SEIMENS میباشد :

نقش PLC در اتوماسیون صنعتی:
* کنترل بهتر فرآیندهای تولید
* سرعت و دقت عمل بالا
* توانایی خواندن انواع ورودیها ی دیجیتال، آنالوگ و فرکانس بالا
* توانایی انتقال فرمان به سیستمها و قطعات خروجی نظیر مانیتورهای صنعتی، موتور، شیربرقی، …* امکانات اتصال به شبکه ابعاد بسیار کوچک
* سرعت پاسخگویی بسیار بالا
* ایمنی، دقت و انعطاف پذیری زیاد
* شبکه کردن PLC ها و امکان مدیریت آنها با یک کامپیوتر مرکزی
در شکل زیر انواع مختلف PLC و ماژولهای آنها ، از شرکت SIEMENS را مشاهده می کنید :

مزایای استفاده از PLC :
۱- سیم بندی سیستمهای جدید در مقایسه با سیستمهای کنترل رلهای تا ۸۰٪ کاهش مییابد.
۲- از آنجاییکه PLC توان بسیار کمی مصرف میکند، توان مصرفی بشدت کاهش پیدا خواهد کرد.
۳- توابع عیب یاب داخلی سیستم PLC، تشخیص و عیبیابی سیستم را بسیار سریع و راحت میکند.
۴- برعکس سیستمهای قدیمی در سیستمهای کنترلی جدید اگر نیاز به تغییر در نحوه کنترل یا ترتیب مراحل آن داشته باشیم، بدون نیاز به تغییر سیمبندی و تنها با نوشتن چند خط برنامه این کار را انجام میدهیم. در نتیجه وقت و هزینه بسیار بسیار اندکی صرف انجام اینکار خواهد شد.
۵- در مقایسه با تابلوهای قدیمی در سیستمهای مبتنی بر PLC نیاز به قطعات کمکی از قبیل رله، کانتر، تایمر، مبدلهای A/D ( مبدل آنالوگ به دیجیتال ) و D/A ( مبدل دیجیتال به آنالوگ ) و… بسیار کمتر شده است. همین امر نیز باعث شده در سیستمهای جدید از سیمبندی، پیچیدگی و وزن تابلوها به نحو چشمگیری کاسته شود.
۶- PLC ها استهلاک مکانیکی ندارند بنابراین علاوه بر عمر بیشتر، نیازی به تعمیرات و سرویس های دوره ای نخواهند داشت.
۷- بر خلاف مدارات رله کنتاکتوری، نویزهای الکترونیکی و صوتی ایجاد نمی کنند.
از آنجایی که سرعت عملکرد و پاسخدهی PLC در حدود میکروثانیه و نهایتاً میلی ثانیه است ، لذا زمان لازم برای انجام هر سیکل کاری ماشین بطور قابل ملاحظهای کاهش یافته و این امر باعث افزایش میزان تولید و بالا رفتن بازدهی دستگاه میشود.
۸- ضریب اطمینان و درجه حفاظت این سیستمها بسیار بالا تر از ماشینهای رلهای است.
وقتی توابع کنترل پیچیدهتر و تعداد I/O (ورودی / خروجی )ها خیلی زیاد باشد ، جایگزین کردن PLC بسیار کم هزینهتر و راحتتر خواهد بود.
PLC SIEMENS STEP7 - 400 PLC SIEMENS STEP7- 300

کاربردهای PLC در صنعت :
۱- صنایع اتومبیل سازی تست قطعات و تجهیزات، سیستم های رنگ پاش، شکل دادن بدنه بوسیله پرس های اتوماتیک، سوراخ کاری، اتصال قطعات
۲- صنایع پلاستیک سازی، ماشین های ذوب و قالب گیری تزریقی، دمش هوا، سیستم های تولید و آنالیز پلاستیک
۳- صنایع سنگین کوره های صنعتی، سیستم های کنترل دمای اتوماتیک، وسایل و تجهیزات مورد استفاده در ذوب فلزات
۴- صنایع شیمیایی سیستم های مخلوط کننده، دستگاه های ترکیب کننده مواد با نسبت های مختلف
۵- صنایع غذایی سیستم های عصاره گیری و بسته بندی
۶- صنایع ماشینی صنایع بسته بندی، صنایع چوب، سیستم های سوراخ کاری، سیستم های اعلام خطر و هشدار دهنده، سیستم های استفاده شده درجوش فلزات
۷- صنایع حمل و نقل جرثقیل ها، سیستم های نوار نقاله، تجهیزات حمل ونقل
۸- صنایع تبدیل انرژی ایستگاه های تقویت فشار گاز، ایستگاه های تولید نیرو، کنترل پمپ های آب، سیستم های تصفیه آب و هوای صنعتی، سیستم های تصفیه و باز یافت تصفیه و بازیافت گاز
۹- خدمات ساختمانی تکنولوژی بالابری، کنترل هوا و تهویه مطبوع،سیستم های روشنایی خودکار
PLC - SIEMENS STEP7 - 300

توجه : درآینده به طور کامل با سخت افزار و نرم افزار PLC آشنا خواهید شد و نحوه برنامه نویسی آن را آموزش خواهیم داد .
HMI:
HMI مخفف عبارت Human Machine Interface است و به معنای واسطه بین انسان و ماشین می باشد. از آن برای مانیتور کردن و مشاهده پارامترهای دستگاههای صنعتی مثل PLC و اینورتر و…. استفاده می شود ، HMI در واقع یک مانیتور LCD است که می توان آن را برنامه ریزی نمود و همچنین به کمک آن می توان پارامترهای مختلف را تغییرداد و سیستم را کنترل نمود.
استفاده از HMI برای مانیتورینگ و کنترل خطوط تولید و دستگاههای صنعتی بجای کامپیوتر :
تا مدتی پیش برای امور فوق از کامپیوتر استفاده می شد ولی نرم افزارهای کامپیوتری آسیب پذیر هستندو هر از گاهی دچار ویروس می گردند که این امر باعث صدور فرامین اشتباه گشته و میلیون ها دلار ضرر اقتصادی برای کمپانی های آمریکایی و اروپایی به همراه داشته است. لذا برای کنترل و مانیتورینگ دستگاه ویژه ای به نام HMI طراحی شد.

تعداد وسایلی که در یک زمان میتوان به HMI وصل نمود:
HMI ها این توانایی را دارند که در یک زمان به ۲۵۵ وسیله متصل شوند و پارامترهای آنها را نمایش دهند.

اتصال HMI به انواع مختلف PLC :
قبل از برنامه ریزی کردن HMI می توان تعیین کرد کدام مارک PLC مثل VIGOR DELTA , SEMENS , OMRON و یا…. باید با آن ارتباط برقرار کند.

مشخصات کلی HMI:
۱- دارای صفحه تاچ اسکرین و LCD نوع TFT در مدل ۱۰ اینچ
۲- ارتباط سریال از طریق دو پورت بصورت همزمان ( RS-232 , RS-485 )
۳- شبیه سازی (سیمولاتور) on-line / off line
۴- پورت USB برای ارسال و دریافت برنامه
۵- امکان ذخیره سازی اطلاعات بصورت record
۶- قابلیت slave بودن در یک شبکه مانیتورینگ
۷- دارای ماکرو جهت انجام محاسبات و اعمال منطقی
۸- قابل اتصال به انواع PLC
۹- قابل اتصال به اینورتر، سرو درایوو هر وسیله دارای پورت RS-485
۱۰- قابلیت نمایش اطلاعات بصورت منحنی یا نمودار
۱۱- توانایی نمایش انیمیشن
۱۲- دارای RTC به منظور عملکرد در تاریخ و ساعت معین

انتظار هایی که از یک سیستم HMI می رود عبارتند از:
* نمایش تمامی تغییرات پروسه به صورت لحظه ای،
* قابل کنترل بودن پروسه از طریق پنل،
* ذخیره رخدادهای یک پروسه در بانک اطلاعاتی،
* نمایش یک روند از تغییرات مقادیر پروسه بر روی نمودار،
*نمایش رخدادهای به وجود آمده به صورت یک اخطار یا آلارم

فیلم آموزشی کوتاه اتوماسیون صنعتی
ابزار دقیـــق Instrumentation - فیلم آموزشی کوتاه مهندسی ابزار دقیــق
ابزار دقیــــق
ابزار دقیق ، ادواتی هستند که بر حسب نوع کمیت مورد نیاز واحد تحت کنترل ، اعم از فشار ، دما ، دبی ، سطح و … با توجه به شرایط و استانداردهای تعین شده ، انتخاب و مورد استفاده قرار می گیرند. ابزار دقیق در حقیقت زیر ساخت یک سیستم کنترل و اتوماسیون را تشکیل میدهند و شامل ابزاری نظیر: انواع سنسور، انواع کنترلر، نشاندهنده، ترانسمیتر، رکوردر و... میباشند که این ابزار وظیفه اندازه گیری، انتقال، نمایش، ثبت و کنترل پارامترهای مهم فیزیکی را در پروسه های صنعتی به شکلی دقیق بر دوش دارند.
ابزار دقیق را میتوان به دو صورت دسته بندی کرد. یکی از نظر نوع عملکرد این ابزار؛ برای مثال ابزاری که عمل کنترل دما یا فشار و رطوبت و یا سطح را بر عهده دارند به کنترلر مشهورند و به همین ترتیب ابزار نمایش این مقادیر که به ایندیکیتور یا نمایشگر معروفند و ابزار انتقال اطلاعات مقادیر به صورت سیگنال های استاندارد که ترانسمیتر یا منتقل کننده نامیده میشوند .
ابزار دقیق را همچنین میتوان از نظر پارامتری که این ابزار بایستی عملیاتی بر روی آن انجام دهد دسته بندی کرد برای مثال بخشهای ابزار دقیق مربوط به دما نظیر کنترلر دما، ترانسمیتر دما و ترمومتر یا نمایشگر دما، ابزار اندازه گیری و کنترل دقیق فشار، فلومتر یا سنجش جریان سیالات و انتقال مقادیر فلو یا کنترل فلو، ابزار سطح سنجی یا اندازه گیری سطح مواد درون مخازن و کنترل دقیق آنها و ابزار سرعت سنجی، ابزار رطوبت سنجی و ....
تصاویر انواع مختلف ابزار دقیق در صنعت







قسمتهای تشکیل دهنده ابزاردقیق
ابزار دقیق از سه قسمت اساسی زیر تشکیل شده است که عبارتد از:
1) اندازگیری
2) کنترل
3) محرکها (ادوات خروجی)
این سه مجموعه در کنار یکدیگر مکمل یک سیستمی به نام سیستمهای کنترل اتوماتیک می باشند که این سیستم کنترل اتوماتیک وظیفه انجام کنترل فرایندی را در یک مجموعه عملیاتی بر عهده دارد .
۱) اندازه گیرها
قسمت اندازه گیر مقدار واقعی عنصر مورد نظر را اندازه گیری می کند. پارامترهای مختلفی در صنایع برای کنترل اندازه گیری می شود. مهمترین پارامترهایی که در صنعت برای کنترل اندازه گیری می شوند عبارتند از :
اندازه گیری فشار measurement of the pressure
اندازه گیری درجه حرارت measurement of the temperature
اندازه گیری جریانات سیالات measurement of the flow
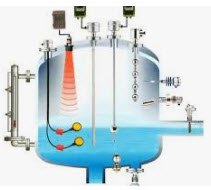
اندازه گیری ارتفاع مایعات measurement of the level
۲) کنترل کننده ها
بخش دوم ابزار دقیق بخش کنترل می باشد در ابتدای شروع صنعت که کنترل بصورت امروزی نبود کنترل بوسیله عوامل انسانی انجام می شد سپس با پیشرفت علم سیستم کنترل اتوماتیک با بوجود آمدن ادوات نیوماتیکی (بادی) وارد مرحله جدیدی شد. بعد از مدتی با اختراع ترانزیستور استفاده از کارتهای الکترونیکی برای کنترل آغاز شد با بوجود آمدن این قطعات کنترلی استفاده از عوامل انسانی برای کنترل کمتر می شد. در ادامه پیشرفت علم کامپیوترهای صنعتی با نام plc وارد صنعت شدند بوسیله این plc ها واحدها به آسانی کنترل می شدند و تغییرات نیز به آسانی در واحدها انجام می گرفت.
امروزه کنترل کنندهای جدیدتری بنام سیستم کنترل کننده توزیع پذیر(DCS) و کنترل کننده های فازی (FCD) وظیفه کنترل را در واحدهای صنعتی بر عهده دارند.
۳) محرکها (ادوات خروجی)
محرکها ادواتی هستند که سیگنال خروجی را از قسمت کنترل کننده می گیرد و متناسب با این سیگنالها عمل می کند. از عمده ادوات خروجی می توان به شیرهای کنترل و الکتروموتورها اشاره کرد. این ادوات با عملکرد خود باعث کنترل پارامترهای اندازه گیری شده در مقدار مطلوب و مورد نظر می شوند . این ادوات گستره تنوعی زیادی دارند.
مهندسی ابزار دقیق Instrumentation engineering
مهندسی ابزار دقیق Instrumentation Engineering ، علمی میان رشتهای است که با اندازه گیری کمیتهای فیزیکی فشار، دما، سطح مواد در مخارن و فلو و … و کنترل آنها سرو کار دارد. مهندسی ابزار دقیق به دلیل وجود سنسورهای الکتریکی با رشته مهندسی برق و الکترونیک ارتباط بسیار نزدیکی دارد.
این گرایش بطور گسترده به طراحی و کنترل سیستمهای صنعتی میپردازد. سنسورها، ترانسمیترها، دستگاه های اندازه گیری و کنترل کننده های نوین نقش بسیار پر اهمیتی در این گرایش دارند.


فیلم آموزشی کوتاه مهندسی ابزار دقیــق